
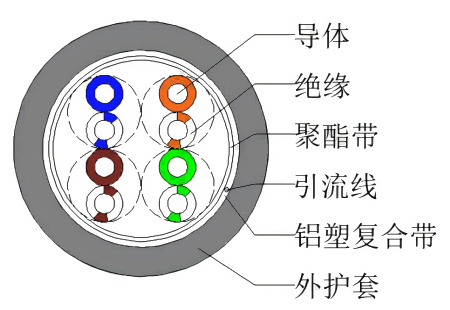
Kad kabeļu sistēma tiek ieklāta pazemē, pazemes ejā vai ūdenī, kur bieži uzkrājas ūdens, lai novērstu ūdens tvaiku un ūdens iekļūšanu kabeļa izolācijas slānī un nodrošinātu kabeļa kalpošanas laiku, kabelim jāizmanto radiāls necaurlaidīgs barjeras slāņa struktūra, kas ietver metāla apvalku un metāla-plastmasas kompozītmateriāla apvalku. Kā kabeļu metāla apvalkus parasti izmanto svinu, varu, alumīniju un citus metāla materiālus; metāla-plastmasas kompozītmateriāla lente un polietilēna apvalks veido kabeļa metāla-plastmasas kompozītmateriāla apvalku. Metāla-plastmasas kompozītmateriāla apvalks, kas pazīstams arī kā visaptverošs apvalks, ir maigs, pārnesams un ūdens caurlaidība ir daudz mazāka nekā plastmasas, gumijas apvalks, kas ir piemērots vietām ar augstām ūdensnecaurlaidības prasībām, taču, salīdzinot ar metāla apvalku, metāla-plastmasas kompozītmateriāla apvalkam joprojām ir zināma caurlaidība.
Eiropas vidēja sprieguma kabeļu standartos, piemēram, HD 620 S2: 2009, NF C33-226: 2016, UNE 211620: 2020, vienpusēja ar plastmasu pārklāta alumīnija lente tiek izmantota kā visaptverošs ūdensnecaurlaidīgs pārklājums strāvas kabeļiem. Vienpusējas metāla slānisplastmasas pārklāta alumīnija lenteir tiešā saskarē ar izolācijas vairogu un vienlaikus pilda metāla vairoga lomu. Eiropas standartā ir jāpārbauda izolācijas spēks starp plastmasas pārklājumu alumīnija lenti un kabeļa apvalku un jāveic korozijas izturības testi, lai izmērītu kabeļa radiālo ūdens pretestību; vienlaikus ir jāizmēra arī plastmasas pārklājumu alumīnija lentes līdzstrāvas pretestība, lai izmērītu tās spēju vadīt īsslēguma strāvu.
1. Plastmasas pārklājuma alumīnija lentes klasifikācija
Atkarībā no alumīnija substrāta materiāla pārklāto plastmasas plēvju skaita, to var iedalīt divu veidu gareniskajā pārklāšanas procesā: divpusējā ar plastmasu pārklātā alumīnija lente un vienpusēja ar plastmasu pārklātā alumīnija lente.
Vidēja un zema sprieguma strāvas kabeļu un optisko kabeļu visaptverošais ūdensnecaurlaidīgais un mitrumizturīgais aizsargslānis, kas sastāv no divpusējas ar plastmasu pārklātas alumīnija lentes un polietilēna, poliolefīna un cita apvalka, pilda radiālā ūdens un mitruma izturības funkciju. Vienpusēja ar plastmasu pārklāta alumīnija lente galvenokārt tiek izmantota sakaru kabeļu metāla ekranēšanai.
Dažos Eiropas standartos vienpusēja ar plastmasu pārklāta alumīnija lente tiek izmantota ne tikai kā visaptverošs ūdensnecaurlaidīgs apvalks, bet arī kā metāla vairogs vidēja sprieguma kabeļiem, un alumīnija lentes ekranēšanai ir acīmredzamas izmaksu priekšrocības salīdzinājumā ar vara ekranēšanu.
2. Ar plastmasu pārklātas alumīnija lentes gareniskās iesaiņošanas process
Alumīnija-plastmasas kompozītmateriāla lentes gareniskās ietīšanas process attiecas uz plastmasas pārklājuma alumīnija lentes pārveidošanu no sākotnējās plakanās formas uz caurules formu, izmantojot virkni veidnes deformācijas un savienojot plastmasas pārklājuma alumīnija lentes abas malas. Plastmasas pārklājuma alumīnija lentes abas malas ir plakanas un gludas, malas ir cieši savienotas, un nav alumīnija-plastmasas lobīšanās.
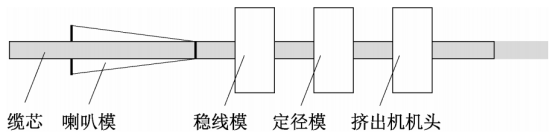
Plastmasas pārklājuma alumīnija lentes pārveidošanas procesu no plakanas formas uz cauruļveida formu var realizēt, izmantojot garenisku iesaiņošanas veidni, kas sastāv no gareniskas iesaiņošanas raga veidnes, līnijas stabilizēšanas veidnes un izmēru noteikšanas veidnes. Plastmasas pārklājuma alumīnija lentes gareniskās iesaiņošanas formēšanas veidnes plūsmas diagramma ir parādīta nākamajā attēlā. Cauruļveida plastmasas pārklājuma alumīnija lentes abas malas var savienot divos procesos: karstā savienošanā un aukstā savienošanā.
(1) Karstās līmēšanas process
Termiskās līmēšanas process ir plastmasas pārklājuma alumīnija lentes plastmasas slāņa izmantošana, lai to mīkstinātu 70–90 ℃ temperatūrā. Plastmasas pārklājuma alumīnija lentes deformācijas procesā plastmasas slānis plastmasas pārklājuma alumīnija lentes savienojuma vietā tiek uzkarsēts, izmantojot karstā gaisa pistoli vai lodlampas liesmu, un abas plastmasas pārklājuma alumīnija lentes malas tiek salīmētas kopā, izmantojot plastmasas slāņa mīkstināšanas viskozitāti. Cieši pielīmējiet abas plastmasas pārklājuma alumīnija lentes malas.
(2) Aukstās līmēšanas process
Aukstās līmēšanas process ir iedalīts divos veidos: viens ir garas, stabilas matricas pievienošana suporta matricas un ekstrūdera galvas vidū, lai plastmasas pārklātā alumīnija lente saglabātu relatīvi stabilu cauruļveida struktūru pirms nonākšanas ekstrūdera galvā, stabilās matricas izeja būtu tuvu ekstrūdera matricas serdes izejai, un alumīnija-plastmasas kompozīts tūlīt pēc stabilās matricas izņemšanas nonāktu ekstrūdera matricas serdē. Apvalka materiāla ekstrūzijas spiediens saglabā plastmasas pārklātās alumīnija lentes cauruļveida struktūru, un ekstrudētās plastmasas augstā temperatūra mīkstina plastmasas pārklātās alumīnija lentes plastmasas slāni, lai pabeigtu līmēšanas darbu. Šī tehnoloģija ir piemērota divpusējai plastmasas pārklātai alumīnija lentei, ražošanas iekārtas ir vienkārši lietojamas, bet veidņu apstrāde ir relatīvi sarežģīta, un plastmasas pārklāto alumīnija lenti ir viegli atlocīt.
Vēl viens aukstās līmēšanas process ir karstlīmes izmantošana. Karstlīme tiek izkausēta ar ekstrūzijas iekārtu gareniski iesaiņotas raga formas pozīcijā, kas tiek saspiesta uz plastmasas pārklātas alumīnija lentes ārējās malas vienas puses, un pēc karstās līmes līmēšanas abas plastmasas pārklātās alumīnija lentes malas tiek savienotas caur stabilu līniju, un izmēru matrica tiek pielāgota. Šī tehnoloģija ir piemērota gan divpusējai plastmasas pārklātai alumīnija lentei, gan vienpusējai plastmasas pārklātai alumīnija lentei. Tās veidņu apstrādes un ražošanas iekārtas ir vienkārši lietojamas, taču tās līmēšanas efektu lielā mērā ietekmē karstlīmes kvalitāte.
Lai nodrošinātu kabeļu sistēmas darbības uzticamību, metāla ekrāns ir elektriski jāsavieno ar kabeļa izolācijas ekrānu, tāpēc kā kabeļa metāla ekrāns jāizmanto vienpusēja ar plastmasu pārklāta alumīnija lente. Piemēram, šajā dokumentā minētais karstās līmēšanas process ir piemērots tikai divpusējai savienošanai.plastmasas pārklāta alumīnija lente, savukārt aukstās līmēšanas process, izmantojot karstlīmi, ir piemērotāks vienpusējai ar plastmasu pārklātai alumīnija lentei.
Publicēšanas laiks: 2024. gada 30. jūlijs